
Handling Coal: sticky when wet

By Rod Hatt, Commercial Testing & Engineering
Contents:
Introduction
Moisture in coal
Dustiness and flowability
Controlling dust
Improving handling
Moisture impact on heat rate
Sampling errors impact heat rate
Introduction
The one element that influences the handling of coal and impacts the operation and efficiency of the plant is water. The amount of surface moisture determines the dustiness and flowability characteristics of a coal. Additional moisture added due to rain and other climatic processes not only lowers the heating value of the coal, but creates an additional efficiency penalty.
 Changes in the moisture levels of a coal sample can also create large swings in the measured plant heat rate. These topics and potential solutions will be discussed in this brief paper.
Changes in the moisture levels of a coal sample can also create large swings in the measured plant heat rate. These topics and potential solutions will be discussed in this brief paper.
Moisture in coal
Coal was formed by the gradual burying of swamp vegetation. This original swamp environment had lots of water associated with it. As the vegetation is transformed into peat, then lignite, sub-bituminous, bituminous coal and finally anthracite, it loses moisture.
Think of the coalification process as the squeezing of the plant material until it is almost pure carbon. If you consider the original plant material as sponge-like, and the coalification process as a press you can see how the analogy works. When considering the moisture in coal it is useful to use the concepts of surface moisture and inherent moisture.
Surface moisture is like the drops of rain on a windshield, inherent moisture is like that in green wood, or held inside a sponge. As the coal rank increases, the coal becomes more oil like so moisture is actually repelled by the internal structure of anthracite.
In the laboratory, the moisture in coal can be measured in two steps. The first step is an air-drying process that approximates the surface moisture. The second step calls for the sample to be finely ground and then heated above 212°F.
This can be used as an approximation of the inherent moisture. In low rank fuels like lignite and sub-bituminous, the separation of surface moisture and inherent moisture is hard to do in the laboratory because of the sponge-like nature of these materials. It is important to consider these concepts because it is the surface moisture in the coal that influences the handling characteristics.
Dustiness and flowability
The dustiness and flowability of a coal is primarily impacted by the surface moisture of a coal. Experience has provided the following ball park ranges:
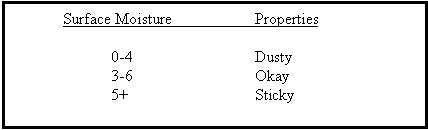
As shown these are general numbers and may not fit your coal exactly. Other coal properties such as fines and clay content influences how the coal responds to changing moisture levels.
Coals with high levels of fines generally have a narrower range of moisture where satisfactory performance is found. Fine coals, due to their tremendously increased surface area also hold moisture better than larger sized coal. Coals with high clay contents also hold surface moisture better in addition to being stickier.
Unfortunately, there aren't any good formulas for predicting the handling of coal, your experience is the best factor in determining the handling behavior of a coal in your situation.
The author has found that a good estimate of surface moisture can be made using a greenhouse moisture meter. These simple meters have a probe that you insert into the flower pot to determine if it needs watering.
It basically consists of 3/4 of a battery with the conductivity of the soil connecting the loop. The meter usually costs less than twenty dollars, and is easy to use. Used over time, the meter readings can be correlated to plant experience with coal feeder plugagges and other pluggage problems.
Controlling dust
This discussion focuses on methods for controlling fugitive dust associated with yard operations. One of the most effective and cost efficient means of controlling dust is to use sprinklers to add surface moisture to the outside of the pile.
This additional moisture is applied only to the surface of the pile, and only when necessary. The total moisture of the coal is not significantly changed. There are several chemical treatments available that may improve the performance of the water sprays, but are generally expensive to use compared to water. Chemical treatments can be useful when treating only the outside of a pile. Latex materials that become hard can be used to treat inactive areas of the pile to form a crust that is hard enough to walk on without breaking through.
This solidification of the sides of the piles complements what the author calls the crater concept. With this type of coal pile management the outside of the pile is inactive, and the main activity of reclaiming and stocking out occurs within the pile walls. This would look like you were working in a crater of a volcano.
In some cases it is more practical to work in a horseshoe shaped crater where one wall has been removed. In both cases the wall around the active portion serves as a windbreak that minimizes the amount of dust leaving the pile. Speaking of windbreaks, the strategic planting of pine trees can be both effective and attractive. Other means of coating inactive portions of the pile to control dust can involve using tacky substances such as pine tars and saps, or even planting grass as shown below:

Grass growing on the pile helps control dust
The methods to help control dust are just a few examples of ways coal yards have addressed their own problems. If you are having dust problems, ask your coal supplier who else uses their coal and what they do about dust. Learn from others, this is not a new problem.
Improving handling
Wet coal handling problems have at times caused problems for just about everyone. The author has noticed sledge hammer marks on coal chutes across the nation. In some cases, the coal yard practices were causing additional problems by allowing additional surface moisture on the coal.
These could be practices such as: large flat piles that allow little if any runoff, pushing the coal through low areas that have standing water in them while reclaiming, or ground water level that is actually higher than the pile.
"Yes, we have an artesian well coming out the side of the pile" was a quote from one yard supervisor. Practices used by the coal yard can have major impacts on coal moisture levels, so consider all the ramifications wet coal has on plant operations when allowing these practices to continue.
Try to control moisture by allowing good drainage of the pile. Try to elevate the reclaim area to allow for good drainage.
When stuck with using wet or hard to handle coal, the use of high molecular weight polypropylene plastic chute liners has been the number one method used to improve the flowability of coal chutes. The attachment method is important for both performance and durability.
The use of ceramic tile can certainly extend the life of a high impact area, unfortunately it rarely improves flowability. Stainless steel is usually superior to carbon steel, although both flow better when polished. Air blasts and vibrators are best used intermittently as continual uses can further pack a pluggage.
Chemicals can rarely be applied in enough quantity and mixed well enough to solve problems. Your coal suppliers are good references for determining how they improve handling. Remember they have to move the coal every day just like you do.
The coal size impacts the flowability. Large chunks are important because they help break up the initial stages of pluggages caused by fines building up. One plant struggled for days with wet coal problems in the plant, while the coal yard processed the coal through hammer mills as usual. When these crushers were by-passed the plants situation improved considerably.
The purpose for crushing the coal in the first place was to assist the pulverizers in their job. Unfortunately, the mills never saw the coal because the feeder was plugged. Increased moisture also decreases pulverizer performance by lowering the Btu value and causing additional coal re-circulation to allow drying.
Moisture impact on heat rate
Increased moisture lowers the plant efficiency by raising the wet gas loss component of the boiler. Moisture in the coal is converted to steam in the combustion zone using a considerable amount of energy. Any additional moisture added to the coal is also converted to steam. The stack temperature of most coal plants is typically 300°F. 䕖°F. This means that the energy used to convert the moisture to steam is never recovered. The actual boiler efficiency loss is approximately 0.1% for each 1.0% increase in moisture, or about a nickel for every ton of coal.
Sampling errors impact heat rate
Most power plants measure efficiency as net unit heat rate. The heat rate is usually expressed in Btus/kw, and is calculated by dividing the Btus delivered to the plant by the amount of electricity produced as shown below:

The amount of electricity produced can be measured quite accurately. The same cannot be said for the weight and Btu values. A typical heatrate for a coal plant could be 10,000 Btus/kw. The value of the Btus inputted is found by multiplying the weight of the coal by the heating value.
A typical coal heating value could be 10,000 Btu/lb. The net impact of a variance of 100 Btu/lb would be for this example 100 Btus/kw. A variance of 100 Btu/lb of the coal sample from the actual coal could easily occur. If the coal sampler has a relatively high-speed, mini-mill as a crusher, the coal may be getting dried.
This drying impact makes the heat rate worse and can impact all sorts of things such as: unit dispatch order, plant fuel costs, or even the plant managers raise. One plant manager, once he understood the significant impact of this potential error, suggested adding additional moisture to the sample as a low-cost heat rate improvement. Certainly trying to minimize any sample drying during the sampling process is a worthwhile endeavor.
About the author: Hatt currently operates the Fuel Utilization Services section of Commercial Testing & Engineering. Located in Lexington, KY, Fuel Utilization specializes in helping customers understand the effects of coal quality on power plant performance and cost. Hatt teaches a one-day Coal Quality and Combustion class attended by hundreds of industry personnel over the last seven years. RodHatt@compuserve.com.) This article first appeared in World Coal.
Subscribe to our free e-mail newsletter.
Click for a free Buyer's Guide listing.